Цех пластикового покрытия стальных труб
Этот цех по производству пластикового покрытия стальных труб обрабатывает трубы диаметром от 2 до 48 дюймов, нанося пластиковое покрытие с помощью передовых процессов, таких как электростатическое напыление и погружное покрытие. Мы предоставляем комплексные решения для всей производственной линии — от предварительной обработки и нанесения покрытия до отверждения, контроля и финишной обработки — обеспечивая средний и высокий выход труб с равномерным покрытием, высокой адгезией и точными допусками для надежной защиты от коррозии.
Цех
Производственное оборудование
![Швейная машина]() Швейная машина
Швейная машина![Машина для предварительной гибки]() Машина для предварительной гибки
Машина для предварительной гибки![Плазменная резательная машина]() Плазменная резательная машина
Плазменная резательная машина![Станок для обработки торцов труб]() Станок для обработки торцов труб
Станок для обработки торцов труб![Формовочная машина JCOE]() Формовочная машина JCOE
Формовочная машина JCOE![Внутренний и внешний сварочный аппарат]() Внутренний и внешний сварочный аппарат
Внутренний и внешний сварочный аппарат![Гидравлический пресс]() Гидравлический пресс
Гидравлический пресс![Фрезерный станок для обработки кромок]() Фрезерный станок для обработки кромок
Фрезерный станок для обработки кромок![Выпрямляющая машина]() Выпрямляющая машина
Выпрямляющая машина









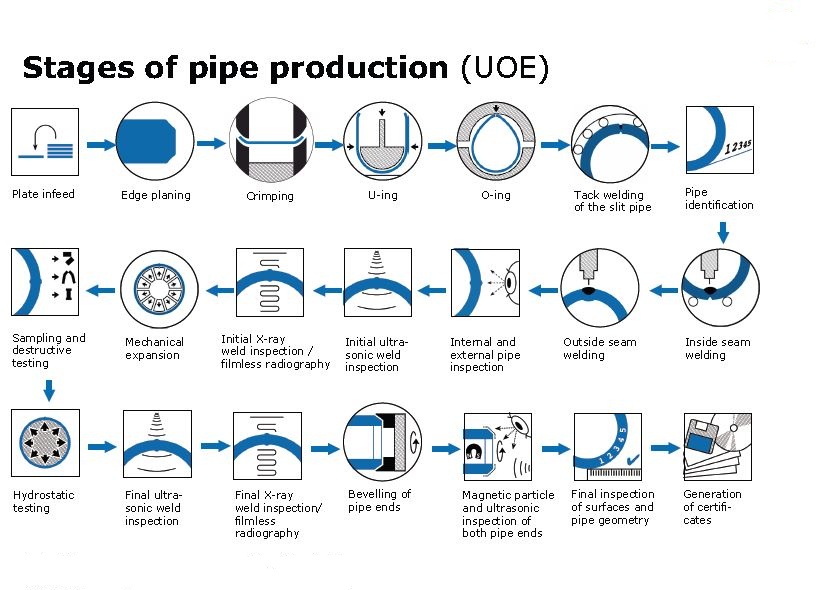
Производственный процесс
Процесс производства стальных труб с пластиковым покрытием
Производство стальных труб с пластиковым покрытием начинается с тщательной подготовки поверхности, при которой стальная труба очищается с помощью абразивной струйной обработки и предварительно нагревается. Затем наносится основное покрытие, обычно с помощью процесса Fusion-Bonded Epoxy (FBE), при котором электростатически заряженный эпоксидный порошок напыляется на нагретую трубу, плавится и отверждается в непрерывный химически связанный слой.
В качестве альтернативы можно нанести экструдированный полиэтиленовый слой поверх адгезионного грунта. Затем труба охлаждается и проходит окончательный контроль, включая искровое тестирование, чтобы обеспечить равномерное, бездефектное покрытие, обеспечивающее долговременную защиту от коррозии.
Контрольный центр
Визуальный контроль
Визуальный осмотр сварных швов — это простой и широко используемый метод контроля. Это важная часть проверки готовой продукции. В основном он выявляет дефекты на поверхности сварного шва и отклонения в размерах. Обычно проводится визуальный осмотр и проверка с помощью инструментов, таких как стандартные шаблоны, калибры и лупы. Если на поверхности сварного шва есть дефекты, внутри шва также могут быть дефекты.
Физический метод контроля
Физический метод контроля — это метод, который использует некоторые физические явления для измерения или тестирования. Проверка дефектов в материалах или заготовках обычно выполняется с помощью неразрушающего контроля. Неразрушающий контроль LSAW стальных труб включает ультразвуковую дефектоскопию, радиографический контроль, магнитный контроль и проникающий контроль.
