Цех 3PE покрытия
Этот цех 3PE (трехслойного полиэтилена) специализируется на нанесении высокоэффективных внешних антикоррозионных покрытий на стальные трубы большого диаметра, обычно от 16 дюймов и выше. Процесс включает последовательное нанесение трехслойной системы: грунтовочного слоя эпоксидного покрытия (FBE) для защиты от коррозии, кополимерного адгезионного слоя для сцепления и внешнего слоя полиэтилена (PE) для механической и экологической защиты. Наша интегрированная производственная линия предоставляет комплексное решение, включающее подготовку поверхности трубы (дробеструйная очистка и нагрев), точное нанесение многослойного покрытия, отверждение и окончательный контроль. Это обеспечивает средний и высокий объем выпуска труб с исключительной долговременной коррозионной стойкостью, механической прочностью и надежностью для требовательных применений в магистральных и подводных трубопроводах.
Цех
Производственное оборудование
![Слегка растягивающий станок для уменьшения толщины]() Слегка растягивающий станок для уменьшения толщины
Слегка растягивающий станок для уменьшения толщины![Вращающаяся печь]() Вращающаяся печь
Вращающаяся печь![Труборез]() Труборез
Труборез![Прокатный стан]() Прокатный стан
Прокатный стан![Горячий прокатный стан]() Горячий прокатный стан
Горячий прокатный стан![Охлаждающая кровать]() Охлаждающая кровать
Охлаждающая кровать





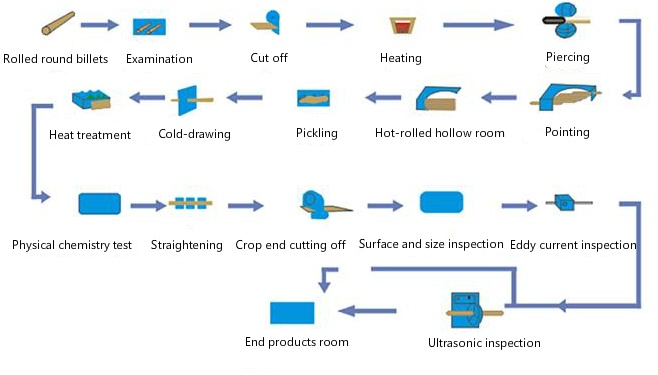
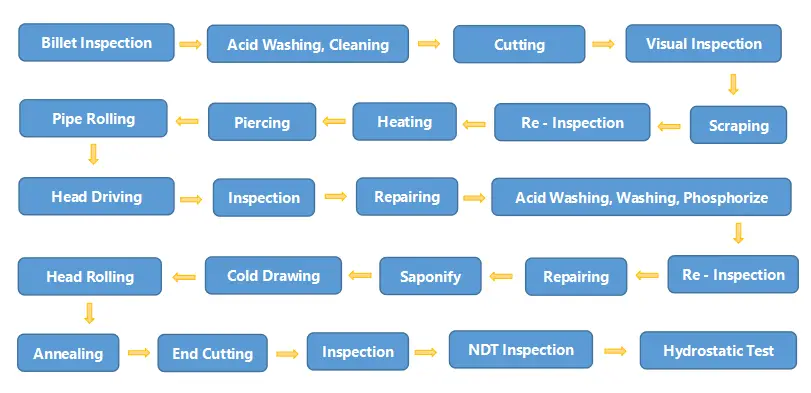
Технологический процесс
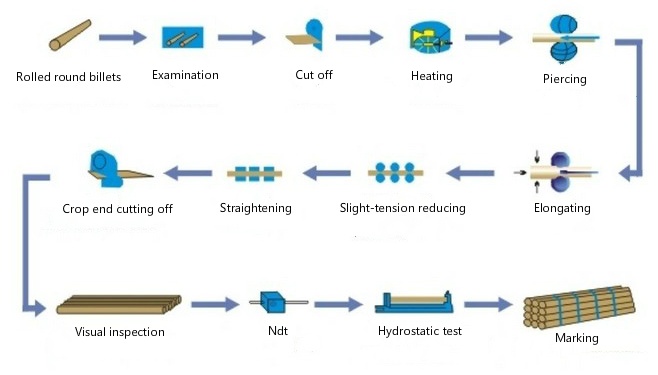
Технологический процесс производства стальных труб с 3PE покрытием
Процесс нанесения 3PE покрытия применяет прочную трехслойную антикоррозионную систему на стальные трубы. Он начинается с тщательной подготовки поверхности, где труба очищается до состояния почти белого металла и предварительно нагревается. Затем последовательно наносится трехслойная система: сначала грунтовочный слой Fusion-Bonded Epoxy (FBE) покрывает нагретую трубу для превосходной адгезии и устойчивости к катодному отслаиванию; затем кополимерный адгезионный слой экструдируется на отверждаемый FBE; и, наконец, толстый полиэтиленовый (PE) слой экструдируется и наматывается на адгезионный слой для обеспечения механической и экологической защиты.
Затем покрытая труба охлаждается водой и проходит тщательный контроль, включая обнаружение дефектов, чтобы обеспечить безупречное, долговечное покрытие, подходящее для требовательных применений в трубопроводах.
Контрольный центр
Процесс контроля бесшовных труб
- Контроль сырья в механической и химической лаборатории
Включает: химические свойства, размер и форму стальной заготовки, поверхность стальной заготовки, макроскопическое исследование, исследование неметаллических материалов и исследование зерен.
- Контроль качества поверхности материала после кислотной очистки в цехе
- Горячий контроль полой заготовки после горячего прокалывания в цехе
- Контроль всего производственного процесса в цехе
- Механические свойства продукции, включая предел текучести, предел прочности при растяжении, удлинение, ударную вязкость в лаборатории испытаний на растяжение
- Правка, резка, затем контроль рабочими и проведение неразрушающего контроля в контрольном помещении
Контроль с помощью оптического спектрального анализатора для проверки наличия примесей других марок стали.
